1.1.3 球墨铸铁的发展
1.1.3.1 世界球墨铸铁的发展
球墨铸铁作为新型工程材料,其发展速度惊人。据统计,1949年世界球墨铸铁产量只有5万t,1960年达到53.5万t。20世纪60年代自球墨铸铁的专利失效后,其产量大幅增长。1966年起美国《现代铸造》(Modern Casting)杂志开始统计世界铸件产量,是现有最接近实际情况的统计数据。图1-1所示为1966—2018年,世界灰铸铁、球墨铸铁、可锻铸铁、铸钢和铝合金产量的变化。

图1-1 1966—2018年世界不同材质铸件产量的变化
由图1-1可知,1966年世界铸件总产量中,占第一位的是灰铸铁,第二是铸钢,第三是可锻铸铁,第四是球墨铸铁,第五是铝合金。1969年球墨铸铁产量达到345万t,超过可锻铸铁(275万t)。1986年起球墨铸铁产量超过了铸钢。1997年之后,世界铸件总产量中,占第一位的是灰铸铁,第二是球墨铸铁,第三是铝合金,第四是铸钢,第五是可锻铸铁。1966年以来世界经济的波动影响了铸件产量,但是球墨铸铁产量却因其优越的性能而持续增长,1970年为380万t,1980年为760万t,1990年达到915万t,1995年是1290万t,2000年达到1310万t,2002年达到1405万t,2004年达到1870万t,2010年达到2345万t,2018年达到2813万t,我国球墨铸铁产量则达到1415万t,占世界球墨铸铁总产量的50%。
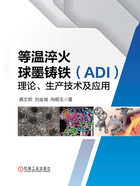
工业发达国家的球墨铸铁发展速度更为迅猛。图1-2所示为1950—2018年美国球墨铸铁产量。可以看出,虽然球墨铸铁的产量随着美国和世界经济的波动而有所波动,特别是受2008年世界经济危机的影响较大,但是总体呈上升趋势,2012年达到了创纪录的478万t。

图1-2 1950—2018年美国球墨铸铁产量
根据美国《现代铸造》杂志统计,2018年世界铸件总产量达到11274万t,我国铸件总产量为4935万t,位列世界第一。印度(13388682t)、美国(10756492t)、日本(5575417t)、德国(5432999t)、俄罗斯(4200000t)位列2~6位。铸件产量为200万~300万t的国家有5个:墨西哥(2909461t)、韩国(2516800t)、巴西(2283379t)、意大利(2261196t)及土耳其(2255287t);产量为100万~200万t的国家有4个:法国(1781212t)、乌克兰(1560000t)、西班牙(1288895t)及波兰(1036500t)。2018年世界铸件产量前10名及发达国家和金砖五国灰铸铁与球墨铸铁的产量及比例见表1-1。
表1-1 2018年世界铸件产量前10名及发达国家和金砖五国灰铸铁与球墨铸铁的产量及比例 (单位:t)

注:俄罗斯的灰铸铁产量包括所有铸铁件。
2018年铸件总产量排名前10位国家的铸件产量总计98674426t,占世界总产量的87.5%,其中中国铸件总产量占世界铸件总产量的44%,超过位列2~10位的九个国家的总和。从表1-1可知,2018年世界球墨铸铁产量与灰墨铸铁产量之比为0.57,我国为0.68,超过世界平均水平,但低于发达国家整体水平。发达国家中西班牙为1.99、英国为1.51、法国为1.14、美国为0.82、日本为0.82、德国为0.67、意大利为0.56,这从另一方面反映出发达国家对新材料的重视程度。
1969年世界铸件产量达到了7600万t,1972年降至6900万t。美国《现代铸造》杂志分析,这主要是由于发达国家的技术进步和设计水平的提高使得铸件重量减轻,且功能提高,因此,预言发达国家铸件产量可能下降,但铸件数量则可能持续增加。的确如此,由于铸造技术的进步、铸造合金性能的提高和设计水平的提高,形状更复杂、壁厚更薄、重量更轻、功能更强、更环保的铸件不断出现,从而使得现代的设备和机械重量更轻、功能更强、更环保。
据相关文献报道,世界先进的发动机缸体生产厂家,2012年生产的发动机缸体平均重量较2005年减轻1/3,铸件重量从65kg下降到大约44kg,同时壁厚从[(4.0~5.0)±1]mm降至(3.0±0.5)mm。重量下降主要是由于采用了先进的组芯工艺,同时采用了性能更好的材料,使得铸件壁更薄。德国Eisenwerk Brühl、Fritz Winter公司和巴西Tupy公司都生产3.0mm的薄壁乘用车缸体。最小壁厚3.0mm已经成为发达国家乘用车缸体的新标准。
1.1.3.2 我国球墨铸铁的发展
我国球墨铸铁的发展经历了四个阶段。1950—1958年为第一阶段,即镁球墨铸铁阶段。1959—1965年为第二阶段,为稀土镁球化剂以及稀土镁球墨铸铁的研究与开发阶段。1966—1999年为第三阶段,为稀土镁球墨铸铁在全国推广普及阶段,球墨铸铁产量逐年增长,质量逐步提高。从2000年开始至今为第四阶段,为球墨铸铁从生产方法到质量全面提高,赶超国际先进水平阶段。
(1)第一阶段(1950—1958年):镁球墨铸铁阶段
此阶段,我国球墨铸铁的研究与生产从无到有,从应用于普通零件到曲轴等重要结构件稳步向前发展,但球墨铸铁产量只占世界总产量的很小一部分。1949年王遵明先生在清华大学实验室进行了Cu-Mg、Ni-Mg、Al-Si、Sb-Si、Zn-Si和Pb-Si等合金作为球化剂的试验,发现多种有效的球化元素以及铁液处理工艺可获得球状石墨铸铁。结合国情,用“八二”和“七三”Cu-Mg合金作为球化剂可有效获得球墨铸铁。但当时对球墨铸铁研究成功的消息未公开报道,也未向外界透露,一年多无外人知晓。
我国球墨铸铁的生产性试验工作始于1950年,最早是由中国科学院上海冶金研究所和清华大学王遵明教授分别在上海、抚顺两地进行。由于我国缺Ni,未采用INCO的镍镁球化剂,而是采用Cu-Mg合金冲入法研制成功球墨铸铁。1951年7月,抚顺矿务局请王遵明先生到抚顺机电厂(现抚顺挖掘机制造有限公司)指导生产球墨铸铁,在一周内的四次生产性试验成功之后,成立了球墨铸铁研制小组。工人们经过短期训练后,进行了批量生产,两个月生产了超过20t球墨铸铁铸件,包括机车的气缸套、活塞环,机床零件和钢锭模等,最大铸件重量达1200kg。试棒的抗拉强度大于70kgf/mm2,伸长率大于5%。
1952年,更多的单位开始研究用纯镁代替Cu-Mg合金,采用钟罩压入法处理球墨铸铁;1953年我国又掌握了补加铁液的方法,以弥补钟罩压入法铁液温降大的缺点。大部分工厂采用钟罩压入法一直到1957年左右,这种方法耗镁量高,同时球化不够稳定,劳动条件差。
1957—1958年,铸铁研究室(1957年由清华大学与第一机械工业部机械院等有关单位组成的合作研究机构)、大连造船厂、天津拖拉机厂、上海区球铁曲轴研究小组(由上海交通大学等单位组成)等单位先后试验成功压力加镁和灭容加镁等方法,并在生产中正式采用。至此,镁系球化剂及其处理工艺经过八年的不断研究和应用,基本成熟和完善了。球墨铸铁生产初期,由于工艺尚不成熟,质量尚不稳定,因而多用于制作受力不大的小零件和机修配件。1956年9月和10月分别在北京和上海召开了球墨铸铁曲轴研讨会,并肯定了球墨铸铁曲轴使用的可靠性。会后,无锡柴油机厂、南京汽车厂、天津动力机厂、天津拖拉机厂相继开展了试验研究工作,并陆续投产。第一机械工业部汽车局于1957年11月在天津动力机厂召开了铸铁曲轴经验交流会议,制订了球墨铸铁曲轴的技术条件、检验方法,提出了曲轴用球墨铸铁可采用50-5、60-2两个牌号。球墨铸铁曲轴的成功应用,标志着我国的球墨铸铁作为一种工程材料登上了机械工业舞台。后来用球墨铸铁生产的重要零件有:鞍钢于1955年试制成功球墨铸铁轧辊,铁道科学研究院于1957年试制成功铁路车辆球墨铸铁轴瓦,本钢于1957年试制成功钢锭模,此外,还有凸轮轴、正时齿轮、阀门、减速器齿轮等零件。
1958年11月召开第一次全国球墨铸铁会议时,全国已有近400个单位研究和生产球墨铸铁,并试制了一些当时国外尚未报道的球墨铸铁零件,如铁轨、无缝管、热轧齿轮、汽轮机转子和水轮机主轴等。这个时期的球墨铸铁品种比较少,真正用于生产的只有相当于标准的QT60-2、QT42-10和QT50-5三种牌号,性能水平也不高,珠光体球墨铸铁的抗拉强度一般在70kgf/mm2以下,铁素体球墨铸铁的伸长率一般不超过15%。
(2)第二阶段(1959—1965年):稀土镁球化剂以及稀土镁球墨铸铁的研究与开发阶段
早在1927年,我国地质学家丁道衡就在西北考察途中首次发现了白云鄂博这座富饶的矿山,1934年,地质学家何作霖从白云鄂博矿石中发现了稀土,但直到新中国成立前,这座富饶的矿山一直沉寂着,没有得到开采利用。20世纪50年代末,中国科学院上海冶金研究所采用硅热法,在有铁参加反应的情况下,还原包钢的高炉渣成功制备了RE-Si-Fe合金,1959年底,包钢试炼出第一炉RE-Si-Fe合金,从此,我国丰富的稀土资源开始得到有效利用。
自1958年开始,各地大量生产土铁,土铁的特点是C、Si、Mn的含量低,S、P的含量高,因为高硫球墨铸铁的性能不高且不稳定,还需要长时间退火,镁系球化剂不适应我国当时的铸造生产条件。1961年包钢成功地从炉渣中提取出廉价的稀土,为稀土球化剂的生产提供了充足的原料。20世纪60年代初,第一机械工业部机械院、无锡柴油机厂、上海内燃机所、包头冶金研究所等单位先后开展了稀土球墨铸铁的试验研究工作,并生产出稀土球墨铸铁曲轴,但因单独用RE-Si-Fe做球化剂存在对原铁液质量要求高、合金加入量大、易产生白口组织及大断面心部球化不良等问题而难以在生产中应用。
1964年,第一机械工业部机械院与南京汽车厂、无锡柴油机厂等单位,采用稀土合金和镁做复合球化剂,研究成功符合我国资源特点的稀土镁球墨铸铁,消除了镁球墨铸铁生产中长期存在的夹渣、缩松、球化不良等缺陷,并分别于1964年底和1965年初在南京汽车厂、无锡柴油机厂正式投入生产。1965年上海工艺研究所等单位试制成功冲入法,用于代替压力加镁法,冲入法操作非常简便,简化了球墨铸铁的生产工艺。与镁球墨铸铁相比,稀土镁球墨铸铁的铸造性能好、力学性能好、生产简便安全,在原铁液质量较差的情况下,也能制造出合格的球墨铸铁产品。1976年10月,我国在第43届国际铸造会议上宣读了名为“Metallurgical and Technological Features of Rare Earth-Magnesium Nodular Cast Iron and Its Applications in China”的论文,引起了国际铸造界的关注。
(3)第三阶段(1966—1999年):稀土镁球墨铸铁在全国推广普及阶段
自1964年底第一机械工业部在南京推广应用稀土镁球墨铸铁以来,稀土镁球墨铸铁开始在全国推广普及,球墨铸铁产量逐年增加,质量逐步提高。尤其是改革开放以来,我国经济迅速发展,工业生产快速增长,铸件生产得到快速发展。1978年,我国的铸件产量开始进入美国《现代铸造》杂志的世界铸件产量统计(图1-3)。世界铸件产量也因此由1977年的8000万t猛增到1978年的9000万t,我国1977年铸件产量是918万t。如果不考虑我国铸件产量,世界铸件产量自20世纪90年代起是基本保持不变的,而且在2008年世界经济危机时明显下降。如果考虑到其他发展中及新兴市场国家铸件产量的增长,工业发达国家的铸件产量实际上是下降的。

图1-3 1966—2018年世界和中国铸件产量
据美国《现代铸造》杂志统计,1991—1993年,我国铸件产量连续三年超过美国,居世界第一。之后,由于美国经济复苏,其铸件产量超过我国。2000年,我国铸件产量再次超过美国,之后一直居世界第一位。2018年我国铸件产量达4935万t,其中灰铸铁2065万t,球墨铸铁1415万t,铸钢575万t,可锻铸铁60万t。我国球墨铸铁具有强劲的发展潜力(图1-4),1990年其产量超过可锻铸铁,1996年其产量超过铸钢。2004年我国球墨铸铁产量达到560万t,远超美国的400万t,成为球墨铸铁世界第一生产大国。2018年世界球墨铸铁与灰铸铁产量之比为0.57,我国为0.68,超过了世界平均水平。2018年世界球墨铸铁产量达到2813万t,我国球墨铸铁产量占世界总产量的50%。

图1-4 1978—2018年我国不同材质铸件产量
在这一阶段,我国铸态球墨铸铁的生产技术和研究工作均达到了较高的水平,主要体现在以下几个方面:
1)铸态珠光体球墨铸铁曲轴和铸态铁素体球墨铸铁汽车底盘零件分别在我国第二汽车制造厂、南京汽车集团有限公司和第一汽车厂(现名中国第一汽车集团有限公司)相继投产。这标志着我国铸态球墨铸铁生产达到了较高水平。与之相应的包外脱硫、双联熔炼、瞬时孕育、孕育块技术以及音频检测和热分析快速检测等技术的采用,则标志着我国大批量流水线生产汽车球墨铸铁铸件的技术水平与国际先进水平的差距正在缩小。
2)研究了大断面(壁厚大于120mm)球墨铸铁的冶金因素以及相应的生产工艺措施。采用添加适量的钇基重稀土复合球化剂、强制冷却、顺序凝固、延后孕育等手段,必要时添加微量的Sb、Bi等元素,可防止球墨铸铁铸件中心部位的石墨畸变和组织缩松等,用球墨铸铁成功制作了38t重的大型复杂结构件、17.5t重的柴油机缸体、直径为805mm的轧辊等。
3)ADI的研究与应用。20世纪70年代初,中国、美国、芬兰三个国家几乎同时宣布研制成功高强度、高韧性ADI,其抗拉强度达1000MPa以上,可广泛应用于齿轮及各种结构件,与合金钢相比,ADI(早期称为奥-贝球墨铸铁)具有显著的经济效益和社会效益。
4)球墨铸铁管和水平连续铸造球墨铸铁型材的研究与应用。我国已相继建成多个球墨铸铁管厂。2000年,我国年产离心铸造球墨铸铁管达90万t。此外,我国自行研制的水平连续铸造球墨铸铁型材生产线已通过国家鉴定,并已有多家企业投产,再加上我国引进的一条生产线,至2002年,我国年产球墨铸铁型材的能力已达数万吨。
5)系统测定了稀土镁球墨铸铁的力学性能及其他性能,为设计人员提供了相关数据。测定了稀土镁球墨铸铁的密度、导热性、电磁性等物理性能,结合金相标准研究了石墨和基体组织对球墨铸铁性能的影响规律,系统测定了铁素体球墨铸铁在常温、低温、静态和动态条件下的各种性能。此外,还研究了稀土镁球墨铸铁的应力应变性能、小能量多次冲击韧度,并开始用于指导生产。结合球墨铸铁齿轮的应用,还系统研究了球墨铸铁的弯曲疲劳强度和接触疲劳强度,以及球墨铸铁齿轮的点蚀、剥落机理等。
6)稀土镁合金球墨铸铁的研究与应用。在高强度低合金球墨铸铁方面,除了对Cu、Mo研究得较多外,还对Ni、Nb等进行了研究。在利用天然V-Ti生铁制作V-Ti合金球墨铸铁方面,进行了大量的系统研究工作。中锰球墨铸铁虽然在性能上不够稳定,但多年来的系统研究与生产应用,积累了不少研究成果与生产经验,取得了显著的经济效益。在耐热球墨铸铁方面,除中硅球墨铸铁外,系统研究了Si+Al总量对稀土镁球墨铸铁抗生长能力的影响。我国研制的RQTAl5Si5耐热球墨铸铁的使用寿命是灰铸铁的3倍,是普通耐热铸铁的2倍,与日本Cr25Ni13Si2耐热钢的使用寿命相当。高镍奥氏体球墨铸铁在石油开采机械、化工设备、工业炉器件上均有成功应用。在耐酸球墨铸铁方面,我国生产的稀土高硅球墨铸铁比普通高硅铸铁的组织细小、均匀、致密,耐蚀性提高了10%~90%,力学性能也有显著改善。
7)关于稀土在球墨铸铁中作用的研究。自H. Morrogh最先使用Ce得到球墨铸铁以来,研究人员先后对各种稀土元素的球化行为进行了研究,发现Ce是最有效的球化元素。针对我国铁质差、硫含量高(冲天炉熔炼)和出铁温度低的情况,加入稀土元素是有必要的。稀土元素一方面可促进石墨球化;另一方面可以克服硫及杂质元素的影响,保证球化效果。结合国情,我国对稀土元素的球化作用进行了大量研究,发现对常用的球墨铸铁[w(C)=3.6%~3.8%,w(Si)=2.0%~2.5%]来说,很难获得像镁球墨铸铁那样完整均匀的球状石墨,而且当稀土元素含量过高时,还会出现各种变态石墨,白口倾向也会增大,但是,如果是高碳过共晶成分[w(C)>4.0%],则当稀土元素残留量为0.12%~0.15%时,可获得良好的球状石墨。
另外,稀土元素还可防止干扰元素破坏球化。研究表明,当干扰元素Pb、Bi、Sb、Te、Ti等的总质量分数为0.05%时,加入0.01%(残留量)的稀土元素,可以完全中和干扰,并可抑制变态石墨的产生。我国绝大部分生铁中含有Ti,有的生铁中Ti的质量分数高达0.2%~0.3%,稀土镁球化剂由于能使铁中的稀土元素残留量达0.02%~0.03%,故可保证石墨球化良好。如果球墨铸铁中w(Bi)=0.02%~0.03%,则球状石墨会被完全破坏;若加入0.01%~0.05%的Ce,则又恢复到原来的球化状态,这是由于Bi和Ce形成了稳定的化合物。
稀土元素具有形核作用。20世纪60年代以后的研究表明,含Ce的孕育剂可使铁液在整个保持期内的石墨球数增加,使最终的组织中含有更多的石墨球,具有更小的白口倾向。含稀土元素的孕育剂可改善球墨铸铁的孕育效果并显著提高抗衰退能力。加入稀土元素可使石墨球数增多的原因可归结为:稀土元素可提供更多的晶核,但晶核成分与FeSi75孕育相比有所不同;稀土元素可使原来(存在于铁液中的)不活化的晶核长大,从而增加铁液中总的晶核数。
(4)第四阶段(2000年至今):球墨铸铁从生产方法到质量全面提高阶段
2000年,我国铸件产量超过美国;2004年以后,我国球墨铸铁产量位居世界第一。2009年,我国修订了新的球墨铸铁标准,指标达到国际先进水平。同时,我国开始优化球化剂,球化剂中的稀土元素含量逐步降低。2010年,我国采用“三精法”生产工艺,以大高炉直接冶炼,成功研制生产出高质量的高纯生铁;同年,河北龙凤山铸业有限公司发布实施了我国第一个高纯生铁企业标准Q/HLFS 01—2010《铸造用高纯生铁》。2011年,中国铸造协会根据当前高端铸铁件的市场需要和生铁生产企业的实际条件,制定了协会标准ZXB/T 0001—2011《铸造用高纯生铁》。2014年,我国工业和信息化部发布实施机械行业标准JB/T 11994—2014《铸造用高纯生铁》。一系列标准的诞生促进了我国铸造用高纯生铁生产技术水平的不断提升,成功研制并生产出了超高纯生铁,将生铁中有害元素的含量降至更低,获得了纯度更高的铸造用新材料。我国球墨铸铁生产从原材料、球化剂、孕育剂到处理方法都有了很大改进,球墨铸铁质量向高要求、高性能、高质量、高附加值的方向持续发展。
当前,球墨铸铁的主要发展方向为大断面球墨铸铁、低温高冲击韧性球墨铸铁和薄壁球墨铸铁。面对能源紧张的挑战和环境保护的需要,世界各国对可再生能源和可持续发展的需求越来越紧迫。风能被认为是能满足节能减排、可再生、促进经济可持续发展等要求的能源。风力发电机获得了迅速发展,输出功率大和效率高的大型风力发电机是必然的发展趋势。大型风力发电机中有多种要求具有低温高冲击韧性的铁素体球墨铸铁铸件,因此,大型风力发电机的迅速发展必然会给低温高冲击韧性铁素体球墨铸铁带来巨大的发展机会。此外,在严寒地区运行的大型机械设备也需要使用低温高冲击韧性球墨铸铁。常州华德机械有限公司为我国高铁批量生产了低温高冲击韧性球墨铸铁QT400-18(-60~-40℃),其质量稳定,可以满足使用要求。
为了提高输出功率和效率,许多机械设备有大型化的趋势,这就为大断面球墨铸铁的发展带来了机遇和挑战。核电站的核废料罐是大断面球墨铸铁的一个应用实例。由于能源紧张,发展核电是一个方向,核废料罐的需求会增加。获得大断面球墨铸铁的关键是消除碎块状石墨,采用超高纯生铁生产的超大断面球墨铸铁可以消除碎块状石墨。
薄壁球墨铸铁主要应用于形状复杂的薄壁铸件,采用优质原材料、控制化学成分、采用瞬时孕育技术和应用热导率低的造型材料等是生产薄壁球墨铸铁的关键。目前,许多结构非常复杂的大型薄壁铸件可以成功地使用球墨铸铁铸造,从而达到提高性能、减轻重量、节约能源的目的。宁夏维尔铸造有限公司生产的薄壁球墨铸铁叶轮,最薄处仅0.3mm,36个叶片中的10个叶片有穿孔,是目前我国叶片最薄、附加值较高的铸件。