2.5 零部件DVP试验
2.5.1 材质分析
(1)成形前钢板化学成分检验(表2-8)
表2-8 热冲压成形用钢板化学成分 (单位:%)

(2)成形后钢板材料金相分析
热冲压成形零件的金相组织主要为马氏体组织,一般要求达到95%以上,如图2-69所示。在强度满足要求的前提下,允许有少量的铁素体、贝氏体或残余奥氏体组织存在。
金相试验取样需要选取平面位置,因为热冲压成形零件接触模具的时间先后顺序会影响金相组织,所以分别在平行和垂直冲压两个方向上取样条。
2.5.2 拉伸试验
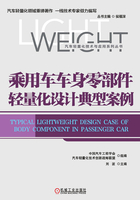
对于拉伸试验取样,方法与金相试验相同,也是分别在平行和垂直冲压方向两个方向上取样条,见图2-70。采用JIS Z2241规定的No.5试样。一般要求拉伸屈服强度为950~1250MPa,抗拉强度为1300~1600MPa,伸长率≥6%。

图2-69 热冲压成形零件金相组织

图2-70 金相试验取样位置及拉伸曲线
1.力学性能分析
检验设备:拉伸试验机按照GB/T 228—2002标准进行测试,热冲压成形零件力学性能需满足表2-9所示的要求。
表2-9 力学性能要求

拉伸试验测试结果如图2-70和表2-10所示。
表2-10 拉伸试验测试结果

2.硬度分析
检验设备为维氏硬度仪,硬度试验取样与金相试验一样。热冲压零件硬度检测标准见表2-11。
表2-11 硬度检测标准

3.零件质量检验
(1)外观质量要求
热冲压件表面无叠料、开裂、划痕、锈蚀等缺陷,搭接面毛刺公差不超过0.2mm,自由面毛刺公差不超过0.5mm。裸板热冲压成形后,零件表面应无氧化皮,通过电泳后进行划格试验,应符合GB/T 9286—1998的规定,评判等级应小于3级。
(2)零件尺寸检验
先用便携式关节臂扫描仪对零件原始数据进行采集,采集误差在0.1mm以内,然后采用Geomgic Qualify12软件,对实测点云与理论数模进行比对。比对原理首先采用特征点(孔、槽)进行特征对齐比对,再采用最佳拟合对齐方式比对,最后得出比对结果。为了将比对后的实测点云与理论数模的误差能直观地表示出来,采用Geomgic Qualify12软件中的“3D比较”的色谱颜色段表示两者之间的误差,用详细的偏差值标示出色谱图,可得到实际偏差,如图2-71所示。
量产时,根据产品几何尺寸和公差(GD&T)图样,采用检具对零件尺寸进行检测,如图2-72所示。

图2-71 三坐标测量设备及检测

图2-72 热冲压B柱零件GD&T图样示例及检具
2.5.3 整车碰撞试验
2018版C-NCAP侧面碰撞试验采用了新的移动壁障试验装置,总重量提高了350kg,高达1300kg,整体长度增大至1700mm,对于抵抗侧面碰撞的主要部件B柱提出更严格的挑战。例如,中华V7车型使用了热冲压B柱、热冲压门防撞梁、高强钢辊压门槛,在CNCAP侧面碰撞试验(图2-73)中,获得满分的优秀成绩(表2-12)。试验结果表明,热冲压B柱起到了很好的支撑作用,有效减小了碰撞变形,提高了对前后排乘员的保护,碰撞安全试验结果满足标准要求。

图2-73 侧面碰撞试验
表2-12 侧面碰撞试验结果
