1.2 超高强钢门槛加强件开发案例
1.2.1 对标分析
超高强钢辊压成形技术已在国外多款车型上得到成功应用,门槛加强件作为车身安全的关键零部件,对强度有较高要求,采用超高强钢辊压成形技术存在很大的轻量化空间,因而在多款车型上都得到了广泛应用,所采用的材料强度也不断升高。
作者对国内多款上市车型的公开资料进行研究发现,目前门槛加强梁零件的主流用材强度以980MPa级别为主,如图1-6所示,个别零件采用了1500MPa级别的材料,如图1-7所示。所采用的先进高强钢钢种主要为双相钢(DP)和马氏体钢(MS)。

图1-6 门槛零件辊压用材统计

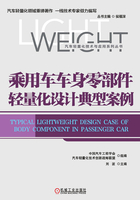
图1-7 福特2011款福克斯门槛加强件应用1500MPa辊压成形技术
资料来源:Euro Car Body 2011-Ford Focus
1.2.2 轻量化设计方案
长安汽车拟在逸动混合动力车型上进行轻量化设计开发。该车型是在逸动燃油版车型上改进而来的,设计目标为百公里燃料消耗量5.5L。原逸动车型的门槛加强件采用厚度为2.0mm的B410LA板材,其截面图与尺寸图如图1-8所示,制造工艺为“V”形折弯+“U”形整形+切边冲孔+斜锲切边冲孔。采用厚度为2.0mm的B410LA零件重量为6.8kg。门槛加强件焊接总成如图1-9所示。

图1-8 门槛加强件尺寸图

图1-9 门槛加强件焊接总成
1,2—门槛加强件 3,4—后连接板 5,6—后封板 7—支撑支架
为进行轻量化设计,采用超高强钢替代B410LA,采用经验公式进行了厚度估算,经验公式为:

式中,ths是高强钢厚度;tms是低强度钢厚度;σems是低强度钢屈服强度;σehs是高强钢屈服强度。
取性能标准中给出的屈服强度下限,即B410LA屈服强度为410MPa,超高强钢也取屈服强度下限,则计算得到材料替换后的零件厚度及对应的零件重量、减重情况见表1-1。经减重、降本并综合分析焊装等因素,拟采用方案4,即厚度为1.4mm的HC950/1180MS替代B410LA且用辊压成形工艺。采用该方案设计的零件重量为4.76kg,减重效果达30%,材料利用率可达93.3%。
表1-1 超高强钢替代B410LA的轻量化效果

为进行刚强度性能及碰撞仿真分析,对厚度为1.4mm的HC950/1180MS进行了拉伸和高速拉伸性能测试,测试结果见表1-2,高速拉伸曲线如图1-10所示。
表1-2 HC950/1180MS的单向拉伸性能


图1-10 HC950/1180MS高速拉伸曲线(见彩图)
1.2.3 焊接可行性评估
侧围门槛加强件焊接总成在车身的位置如图1-11所示,所涉及的焊接、装配,主要是门槛加强件一侧的侧围总成和另一侧地板总成的对拼焊接:①门槛加强件在前段(A柱下端)、中段(B柱下端)、后段与不同的内蒙皮、加强件、支撑件、侧围焊接后,成为侧围总成;②门槛内板前段、中段、后段与地板相关的零配件组成地板总成;③侧围总成与地板总成对拼焊接。侧围门槛加强件焊接相关零件如图1-12所示,表1-3为与门槛加强件焊装的相关零件清单。

图1-11 侧围门槛加强件焊接总成在车身上的位置

图1-12 侧围门槛加强件焊接相关零件
表1-3 与门槛加强件焊装的相关零件清单

专家点拨
由于开发车型的夹具工装需与其他车型共用,必须考虑共线焊装是否可行的问题。由于零件厚度需从2.0mm减薄为1.4mm,经过分析,以门槛件帽型的外表面为基准进行减薄。这样在与地板总成焊接时,将存在厚度减薄量大小不一形成的间隙。在焊装夹具和焊接工艺不调整的条件下,一是可能出现不能夹紧贴合的情况,导致焊接不足或根本无法焊接,二是因为材料强度提高可能导致对夹具强度、刚度要求过高,影响焊装工装的寿命。
可能的解决方案如下:
1)焊装时的夹紧力通过焊装夹具、电极压力提供。一方面,夹具的夹紧力应该可以消除厚度减薄造成的间隙增大;另一方面,适当增大电极压力也可以对间隙增大进行一定的补偿。由此,减薄0.6mm带来的间隙增大对焊装有一定影响,但影响程度较小。
2)调查现有间隙的情况,依据现有焊装线推荐合理的焊接工艺方案。主机厂提供该零件与其他零件的详细焊接要求,供应商依据要求给出焊接工艺指导建议。调查轻量化前门槛加强件焊装时的间隙变化情况,以便更好地评估厚度减薄0.6mm带来的焊装风险。同时通过对辊压成形门槛加强件上线试装,检查尺寸数据是否合格,最终确定轻量化方案是否可行以及可能存在的问题。
1.2.4 性能CAE分析
1.车身模态分析
上述轻量化方案更改了侧围门槛梁加强件的材料和厚度,针对此方案,对车身的模态进行重新分析,如图1-13所示。模态分析结果见表1-4。

图1-13 一阶扭转模态分析
表1-4 模态分析结果 单位:Hz

由分析数据可见,实施轻量化方案后,车身的主要模态值都没有明显下降,超高强钢辊压成形轻量化方案,能够保证车身的基本性能。
2.碰撞分析
侧围门槛加强件使用超高强钢辊压成形技术后,为保证整车的安全性能,要进行整车侧面碰撞安全分析,其边界条件设置如图1-14所示,其主要目标值为:左侧B柱中部Y向速度≤7.0mm/ms,车体B柱中部(第2、3测量点)最大动态变形量≤130mm。
整车侧面碰撞分析结果显示,轻量化方案侧面碰撞相关区域侵入量均优于原有方案,如图1-15所示,侵入速度相当时,侧面碰撞性能分析如图1-16所示,基于超高强钢的辊压成形零件具备轻量化与性能安全优势。

图1-14 侧面碰撞边界条件设置

图1-15 轻量化方案侧面碰撞性能分析结果(侵入量)

图1-16 轻量化方案侧面碰撞性能分析结果(侵入速度)(见彩图)

图1-16 轻量化方案侧面碰撞性能分析结果(侵入速度)(见彩图)(续)
1.2.5 辊压成形工艺与样件开发
1.辊压成形工艺方案设计
门槛加强件属于典型的开口帽形件,且两侧不等高,腹板和翼板均有孔,一侧边缘有缺口,两个端部形状为非齐整端面。针对该零件采用辊压成形时,对于零件上的孔有两种加工方式,即预冲孔和后冲孔;对于边缘缺口,可采用预冲孔或后冲孔工艺;对于端部形状,可采用后冲孔工艺。经过综合分析,采用“预冲孔、先冲切边缘缺口”的工艺方案,即:开卷→矫平→修边→预冲孔及冲切边缘缺口→辊压成形→矫直→切断→冲端部。
该方案可以在生产满足使用要求零件的前提下提高生产效率,极大地实现轻量化,同时降低材料及生产成本。
2.辊压成形工艺仿真分析
本次设计采用的辊压成形分析软件为Data M公司的COPRA。首先,通过对材料和变形量的计算确定辊压每相邻两次成形的变形量;其次,通过对保压时间和回弹的计算,设计出各道次辊压模具的形状,形成辊花图,如图1-17所示,然后对辊花图进行优化分析,如图1-18所示。

图1-17 门槛加强件的辊花图
3.模具与工装开发
门槛件的模具包括辊压模具和冲压模具两大类。辊压模具包括平辊、侧立辊、矫直辊、隔套等模具;冲压模具包括冲孔、切断、落料纵向切边等模具。
在辊花图基础上,对辊压成形模具进行设计和制造。图1-19分别给出了第13道次模具的设计,制造完成并安装在辊压成形机上的模具见图1-20。

图1-18 辊花图优化分析示意

图1-19 辊压成形模具设计

图1-20 门槛加强件辊压成形模具
门槛件上共有25个孔,按照精度要求可以分为3类。数量最多的漏液孔,精度要求最低;而作为基准的定位孔要求最高。选择要求最高的主定位孔和次定位孔设计制造冲孔模具。主定位孔为圆孔,约束X向和Z向位移,尺寸为ϕ(32+0.1)mm;次定位孔为椭圆孔,约束绕Y轴的转动,尺寸为长轴ϕ(32±0.5)mm、短轴ϕ(26+0.1)mm。
型材截面由于两侧边的倾斜角AB边为75°、CD边为84.5°,接近垂直。端头上下直接切断时,侧边比上下边需要更多的切断行程,断口极易出现撕裂和变形缺陷,冲裁难度较大。模具设计时通过改变冲切轨迹减小侧边的倾斜角度,可保证侧边顺利切断。另外,单侧切边在冲裁时会产生较大侧向力,造成模具间隙增大而使切口毛刺增大。同时,导柱横向受力较大也极易产生磨损破坏。模具设计时在下模的对面增加防侧块,当上模与下模冲切时,上模的另一侧倚靠住防侧块,可抵消部分侧向力。定位方式为形面定位加1个孔定位,即通过截面形状和主定位孔ϕ(32+0.1)mm进行定位。门槛制件较长,模具上需加托料架进行定位和支撑。
冲孔与切断模具如图1-21所示。

图1-21 冲孔与切断模具
1.2.6 缺陷调整与样件试制
门槛辊压件截面尺寸的调整需要满足4个角度尺寸、2个高度尺寸、2个宽度尺寸的要求。4个角度的误差对于超高强钢来说,主要是解决回弹控制和过弯平面平整度恢复,调整的步骤确定为:
1)解决底角的回弹。
2)解决上边缘角的回弹或过弯。
3)解决底平面的平整度问题。
4)满足2个宽度尺寸要求、2个高度尺寸要求。
样件的工艺试验及调整可遵从上述的4个步骤。
门槛件是非对称断面,纵向弯曲、侧弯、扭曲等变形缺陷必然发生;边波、裂纹等缺陷也比较常见。因边波问题比较复杂,需单独进行较系统研究。另外,切断端口附近也易发生偏离原始截面形状的局部变形。典型缺陷产生的机理和消除方法讲述如下。
1.纵向弯曲的发生与消除
发生在XY平面内的弯曲(即辊压时的垂直面内),是由边腿部分和腹板部分的纵向薄膜应变不平衡而产生的(图1-22)。上立边腿部分的纵向薄膜应变为拉伸而腹板部分为压缩。腹板部分的压缩是由上立边腿部分在弯曲时的伸长造成的。这是由辊压工艺的特点决定的,适当利用下山法可缓解纵向弯曲,但不能彻底消除。
纵向弯曲的消除采用出口部位的矫直机矫正。在辊压成形机的出口处安放矫直机,对从最末端轧辊出来的产品施加向下的压力,对产品截面施加弯矩,从而消除纵向弯曲。

图1-22 纵向弯曲
2.侧向弯曲的发生与消除
侧向弯曲(简称侧弯)发生在XZ平面内(即辊压时的水平面内,见图1-23)。辊压件的侧弯取决于其非对称性,非对称率越大的断面材料,侧弯变形也就越严重。断面材料侧弯的方向与两侧斜边高度和帽檐上边宽相关。与较低一侧的斜边相比,较高的一侧因为较高的斜边和较宽的上边产生的拉伸幅度大于较矮和较窄的一侧,从而成为弧线边缘较长的外侧,即在辊压时操作者所在一侧为侧弯的外侧。
消除侧弯可以采用矫直辊让料形产生相反方向的侧弯,使较短的内侧弧线长度延伸,使得两侧的弧线长度相等,从而达到消除侧弯的目的。

图1-23 侧向弯曲
消除侧弯的另一个方法在最末道次对轧辊垫片进行调整,实现轧辊沿轴线方向的移动。采用这种方法,需要注意是否会影响截面的宽度尺寸。
3.扭曲的发生与消除
扭曲是截面绕X轴的旋转,发生在成形长度方向(图1-24)。辊压件的扭曲与断面材料的非对称性有关。计算的截面主惯性矩轴的倾斜角度和断面的非对称率之间具有相关性。辊压时,边腿较高的一侧比较低的一侧需要更大的弯曲力矩。正是这一点使断面全体向上述的方向发生了扭曲。断面材料均向边腿高起的一侧扭曲(即从出料口方向看,料形顺时针方向发生扭曲)。
扭曲的消除方法为在辊压成形机的出口处安放矫直装置,对从最末端轧辊出来的产品施加反向旋转力,使产品截面产生逆时针转矩,从而消除扭曲。

图1-24 扭曲
4.扭曲、侧弯和弯曲的复合缺陷
侧弯、扭曲、弯曲等缺陷兼具的非对称断面材料想要矫正成为笔直的产品,通常先去除侧弯,然后再去除扭曲和弯曲。这种轧辊调整看似简单,实则不易。因为去除侧弯变形后,再进行去除扭曲的调整时,已去除的侧弯会再度出现,正所谓“按下葫芦浮起瓢”。总而言之,除了踏踏实实地消除变形,别无他法。
5.切断端口变形与消除
切断辊压成形产品时,由于残留应力的释放,切断端口附近会发生变形,导致两个切断端口面不一致,这种切口变形现象会增加产品切断口配合件安装的难度,解决这一问题很重要。
帽形辊压件的切断端口面均会产生变形(图1-25)。根据断面的形状不同,切口变形的状态也各异。想要去除切口变形,只需减少产品中残留的应力即可。采用过弯轧辊成形是实现这一目的好方法。如果是在最末道次的前道次设置过弯轧辊,在最末道次轧辊中进行弯曲回复的成形,最末道次的成形与从第一道次开始到过弯轧辊为止的成形为反方向成形,此处的力矩方向与前面相反。因此,到过弯轧辊为止的残留应力就与末道次的反方向残留应力相互抵消,从而减少了残留应力。

图1-25 帽形断面切断端口产生变形
经过上述调试过程和缺陷调整,试制的门槛加强件如图1-26所示。经过图1-27所示检具检测,零件尺寸精度满足产品设计要求。
进一步地,完成了焊接总成的制造,如图1-28所示。对首批样件进行三坐标扫描,测量点左件合格率为80%,右件合格率为77%,测量结果如表1-5所示。进一步调整和改进后,门槛加强件及小总成尺寸精度全部合格,检测点合格率为100%。

图1-26 辊压成形门槛加强件样件

图1-27 样件的测量位置和左右合格样件

图1-28 首批试制的零件
表1-5 首批样件三坐标测量结果

1.2.7 试验验证
门槛梁是车体侧面的重要承力部件,能对整车碰撞安全性有十分重要的影响。在整车的碰撞测试中,正面100%碰撞、40%偏置碰撞和侧面碰撞、柱碰是重要的碰撞形式。国外研究表明,部件从整车上分离出来和保留在整车上两种情况下,部件的碰撞特性并不完全相同,但是二者的趋势仍是一致的。因此,可以结合整车碰撞试验,采用零部件碰撞的测试方法来考核其性能。
三点弯曲试验为常用的一种力学性能试验方法,可以稳定地测定部件的抗弯强度,输出测试部件的静压力-位移曲线,具有测试方式简单、测试结果直观的优点,特别有利于考核单个部件的力学性能。
结合防撞梁和门槛梁在整车碰撞中的作用和性能要求,选定了三点弯曲试验及柱碰撞试验作为评价工况。
三点弯曲试验检测结果如图1-29所示。
柱碰试验结果表明:1180MPa级超高强钢门槛梁在柱碰撞过程中,以台车加速度峰值、台车最大位移量和门槛梁稳定变形量作为对比项,1180MPa级超高强钢辊压样件碰撞加速度峰值更小,碰撞过程更为稳定,如图1-30所示。碰撞最终门槛侵入量减小,吸能效果更好,如图1-31所示。

图1-29 门槛加强件三点弯曲试验结果对比

图1-30 轻量化前后柱碰撞加速度峰值对比

图1-31 轻量化前后柱碰变形量对比