2.3 热冲压B柱开发案例
2.3.1 总体方案
B柱外板采用热冲压钢板(B1500HS,t=1.6mm),考虑成本采用不带涂层的裸板,其内部加强件分为上、下两个零件,上加强件材料厚度为1.2mm,下加强件材料厚度为1.6mm。
2.3.2 典型断面结构形式
车身结构典型断面作为设计前期定义车身关键区域、关键结构、布置细节几何关系、校核造型可行性的重要工具。与B柱相关的断面包括B柱上部、后门上下铰链部位、前门锁扣处、后门限位器处,如图2-6所示。
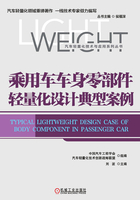
B柱上部典型断面如图2-7所示,包含布置零件有:①前门玻璃;②前门密封;③前门止口处密封;④后门玻璃;⑤后门密封;⑥后门止口处密封;⑦安全带高调器;⑧后门框密封。

图2-6 B柱典型断面分布

图2-7 B柱上部典型断面
前门锁扣处典型断面如图2-8所示,包含布置零件有:①后门止口密封;②后门密封;③后门运动空间;④前门止口处密封;⑤玻璃导轨;⑥前门密封;⑦胶堵。

图2-8 前门锁扣处典型断面
后门上铰链处典型断面如图2-9所示,包含布置零件有:①后门止口密封;②后门密封;③后门运动空间;④前门止口处密封;⑤前门密封。

图2-9 后门上铰链处典型断面
后门下铰链处典型断面如图2-10所示,包含布置零件有:①后门止口密封;②后门密封;③后门下铰链运动空间;④前门止口处密封;⑤前门密封;⑥安全带卷收器。

图2-10 后门下铰链处典型断面
后门限位器处典型断面如图2-11所示,包含布置零件有:①后门止口密封;②后门密封;③胶堵;④前门止口处密封;⑤前门密封;⑥后门运动空间。

图2-11 后门限位器处典型断面
依据B柱结构的典型断面设计,B柱加强板各处位置形状基本确定。基于侧围外板几何形面设计B柱的基础面,并通过修剪形成B柱加强板的基础结构,如图2-12所示。

图2-12 B柱加强板基础结构
2.3.3 冲压方向确定
热冲压零件为一次成形,选择产品各方面比较均衡的方向,以保证上模时零件两边最低点能同时接触坯料为原则制定冲压方向,如图2-13所示。冲压方向确定后零件不能出现负角。

图2-13 冲压方向确定
2.3.4 细节设计
热冲压零件应该避免圆孔翻边设计,目前热冲压工艺中进行圆孔热翻边比较困难,很难达到要求的精度,且很难将坯料优化到可以翻孔位置,并且翻边后难以做激光切割,如图2-14所示。
热冲压零件设计翻边结构时应注意拉延-法兰边区域,这些区域有更高的起皱、开裂倾向。外凸翻边的最终线长度比初始长度短会产生压缩法兰边,如图2-15a所示,容易导致起皱和折叠,且起皱的趋势随翻边高度的增加而增大。内凹翻边属于伸长类翻边,产生拉伸法兰边,如图2-15b所示,竖边的长度在成形过程中会被拉长,当变形程度过大时,竖边边缘的切向伸长和厚度减薄就比较大,容易发生拉裂。法兰边越高,拉伸失稳越明显。无论是外凸翻边,还是内凹翻边,都应降低翻边高度和曲率。总体上说,热冲压B柱不宜有翻边,尤其是90°的翻边特征。

图2-14 热冲压零件避免圆孔翻边设计

图2-15 外缘翻边
降低拉延深度,且成形深度尽可能相同,应能够采用一次拉延成形,避免多道次拉深。冷拉深成形中,零件易在凸模圆角处开裂。而热拉深成形时,板料与模具在凸凹模圆角处先接触,导致这些部位首先冷却硬化,变形抗力增大(图2-16)。变形将转向温度较高、具有良好塑性流动性的拉延侧壁,导致应变集中。由于侧壁处于平面应变状态,拉延深度的增加依靠材料厚度的减薄,因而易产生拉裂,且拉裂的倾向随着拉深深度的增加而加剧。

图2-16 板料与模具接触时序对成形的影响

图2-17 不对称零件设计引起的坯料定位问题
B柱零件应尽量采用规则的形状设计,降低不对称度,B柱的截面形状应该尽量简单对称。对称度较差的零件设计,会导致坯料难以定位(图2-17)。此外,在成形过程中,坯料还可能产生转动,模具与坯料接触状态差,甚至影响材料的流动和淬火冷却。
B柱的截面形状应避免直壁和阶梯形。直壁和阶梯形截面形状在成形过程中,材料流动阻力增大,且热板料与模具的接触状况差,接触压力低,甚至出现不与模具接触的非接触区域,影响板料快速淬火。因此,应采用锥形(α≥93°)或是抛物线形拉深成形(图2-18)。

图2-18 拉深成形
侧壁的拔模角尽量加大,否则造成侧壁有可能产生非全马氏体区域,侧壁冲压拔模角最好在7°以上,冲压拔模角如图2-19所示。

图2-19 冲压拔模角
一般情况下,零件结构中应避免出现较深和较大区域的反向冲压成形(图2-20)。若无法避免,则应采用较大的过渡圆角,防止引发由高温度梯度导致的局部变形,降低起裂风险。

图2-20 反向冲压拉延
反冲结构(图2-21)容易产生堆料,反冲区域的形状特征尽可能平顺过渡。

图2-21 反冲结构
拉延成形角尽可能大些,方便在成形过程中材料的流动,避免产品表面的刮伤和刮痕。一般应满足:R≥5t(t为料厚,R为圆角半径),如图2-22所示。

图2-22 拉延成形角设计
前门锁扣位置的凸包(图2-23)在满足功能要求的情况下,尽可能地降低高度,且凸包面的角度要尽可能大,倒角最好在R10mm以上,形状特征避免高度落差急剧变化,以减少堆料问题。

图2-23 前门锁扣位置凸包设计
设计吸皱筋,降低起皱倾向。板料在奥氏体状态下的变形抗力低,流动速度快,易形成起皱。因此,应设计吸皱筋,降低起皱倾向,如图2-24所示。
设计板件(侧壁)弯曲时,应预留切口(图2-25),防止圆角在弯曲时受压产生挤料后起皱。
避免封闭式设计,应采用开放式设计(图2-26)。封闭式的“杯状”结构会导致成形过程中材料在凸凹模拐角处产生压缩变形和起皱。
设计减少凸起、凹陷特征的高度或深度(图2-27),并增大特征处的圆角半径。这些小的特征减薄严重,易拉裂。
热冲压零件修边、冲孔都采用激光切割(图2-28),不用考虑冲压工序问题,其数量一般为≤30个,并且在弧度较大曲面上也可以切孔,且精度可以保证技术要求。
2.3.5 材料性能目标
热冲压成形后,材料屈服强度为950~1250MPa,抗拉强度为1300~1600MPa,伸长率≥6%。热冲压件组织应以马氏体为主,心部硬度不低于400 HV10。对于厚度不超过1.0mm的热冲压件,表面脱碳层深度不应超过原材料厚度的10%;对于厚度超过1.0mm的热冲压件,表面脱碳层深度不超过0.1mm。

图2-24 设计吸皱筋

图2-25 切口示意

图2-26 封闭式和开放式结构示意

图2-27 较深凹陷特征示意

图2-28 激光切割边界
2.3.6 产品性能CAE分析
从侧面碰撞仿真分析结果来看,考察项符合要求(图2-29、图2-30)。

图2-29 侧碰B柱侵入量仿真结果
车门铰链安装点刚度仿真分析,考察项符合要求(图2-31)。
2.3.7 产品工艺分析
1.热冲压成形分析
热冲压数值模拟过程包含了板料加热过程中的温度场变化、热膨胀、奥氏体相变转变及奥氏体均匀化阶段;将板料传递到模具过程中红热板料的热传导、对流、辐射;板料接触模具的热传导、高温接触、高温摩擦、冷却收缩及成形与相变同时进行等复杂问题。热冲压数值模拟不仅多了温度场、相变场两个物理场,而且它们与传统冷冲压的应力场相互耦合,这使得热冲压数值模拟问题更加复杂。

图2-30 侧碰侵入速度仿真结果
目前,许多材料成形有限元分析软件都加入了热冲压分析模块,都能对热冲压零件进行仿真分析。Dynaform和Pam-stamp软件都采用壳单元,运用动力学中心差分格式的显式算法求解,而Autoform软件采用三角形膜单元,基于完全拉格朗日(Total Lagrange)静力隐式解耦算法求解。

图2-31 铰链安装点刚度分析仿真界面
(1)模面设计
热冲压零件为一次成形,不允许出现负角,其模面的设计与冷冲压的不同,压边圈的作用较小。使用Autoform软件进行分析,根据提供的B柱加强板零件数模,对其进行网格划分、工艺参数设置等,建立热力耦合冲压分析模型,料厚为1.6mm,摩擦系数设为0.4,模面设计如图2-32所示。

图2-32 模面设计
(2)减薄率、起皱分析
热冲压仿真分析与冷冲压分析的结果判定标准一样,主要从减薄率、厚度变化、主应变及材料流动方向等方面进行冲压仿真结果的判定。计算结果显示减薄率不大于20%(图2-33),无起皱现象(图2-34)。

图2-33 减薄分析

图2-34 起皱分析
热冲压变形过程如图2-35所示。
(3)马氏体含量分布(图2-36)
(4)成形后温度分布(图2-37)
(5)切边、冲孔采用激光切割(图2-38)
(6)排样设计
通过产品设计变更,B柱与其他热冲压件的材质、厚度一致,对毛坯料的合理排样设计(图2-39),可以有效降低料片尺寸,进而降低成本。

图2-35 热冲压变形过程

图2-36 马氏体含量分布

图2-37 温度分析

图2-38 激光切割

图2-39 排样设计
2.焊接可行性分析
(1)有效焊接边长度最小15mm(图2-40)

图2-40 焊接重合长度
(2)侧围止口焊接边长度最小13mm(图2-41)

图2-41 侧围止口焊接边
3.涂装可行性分析
非涂层热冲压零件需抛丸、喷油(图2-42),涂油量需控制,避免过多造成电泳液腐蚀,一般涂油量检验方法为:零件涂油后挂置0.5h,无淌油现象即可。

图2-42 抛丸、喷油
2.3.8 生产线及设备
引进国外的热冲压成形自动化生产线(简称热冲压生产线),将耗资近2亿元,其中,带有冷却系统的热冲压成形零件模具的设计技术、带有保护气氛的加热炉设计技术、热冲压生产线的可编程逻辑控制器(Programmable Logic Controller,PLC)总线控制系统等都是热冲压生产线建设的关键所在。
热冲压生产线设计是一个系统工程,包括自动化生产线本身的组成和管理两部分。目前,热冲压生产线上的进口设备大部分是由瑞典AP&T公司和德国舒勒公司生产的非标设备。对于这两家公司来说,大部分设备都是根据各公司标准化的生产体系定制生产的。
热冲压生产线的生产节拍决定了生产线的生产效率、设备利用率等。生产线建设初期,一个零件生产周期为20~30s(生产中通常记为2~3SPM),对工艺及设备进行改进可提高循环时间,达4~5SPM等。假如生产节拍为2~3SPM,按照一模两件计算,每分钟生产4~6件,激光切割单件工作时间为30~60s,需配备4~6台激光切割机。抛丸生产线单件处理时间较短,且大部分抛丸生产线是2件或4件同时工作,一条抛丸生产线足以满足生产节拍需要。
热冲压生产线核心设备是液压机、加热炉、上下料系统和模具,如图2-43所示,同时配备激光切割机、抛丸生产线、制氮机、冷却塔、换模装置等辅助设备。

图2-43 热冲压生产线及设备
1.液压机
热冲压成形液压机不同于传统的液压机和机械式压力机,由于机械式压力机不具备保压功能,传统液压机快下速度慢等特点都不符合热冲压成形的要求。热冲压成形液压机要求既能快速合模,又能实现任意时间保压的功能。空程快下速度达到700mm/s,传统液压机目前的快下速度普遍为300~400mm/s,热冲压成形液压机主要参数如表2-4所示。
表2-4 热冲压成形液压机主要技术参数表

(续)

2.上下料系统
热冲压生产线上下料系统包含加热炉上下料机械手、液压机上下料机械手,如图2-44所示。设备可以实现机械手暂停,方便工人对模具上油,所有设备可以24h连续工作,其主要技术参数如表2-5所示。

图2-44 上下料系统
表2-5 上下料系统主要技术参数

3.激光切割机
激光切割机主要用于成形后板料的切边和切孔,选取合适的激光器决定了合理的激光切割精度,选用固体激光器,采用柔性化控制。其主要技术条件为:
1)切割宽度为1000~3000mm。
2)精度高:定位精度为0.05mm,重复定位精度为0.02mm。
3)切缝窄:切口宽度一般为0.10~0.20mm。
4)切割面光滑:切割面无毛刺,切口表面粗糙度一般控制在Ra12.5μm以内。
5)速度快:最大定位速度可达50m/min。
6)切割质量好:无接触切割,切边受热影响很小,基本没有工件热变形,完全避免材料冲剪时形成的塌边,切缝一般不需要二次加工。
7)不损伤工件:激光切割头不会与材料表面相接触,保证不划伤工件。
8)不受被切材料的硬度影响:激光可以对钢板、不锈钢、铝合金板、硬质合金等进行加工,不管什么样的硬度,都可以进行无变形切割。
9)不受工件形状的影响:激光加工柔性好,可以加工任意图形,可以切割管材及其他异型材。
激光切割机主要技术参数如表2-6所示。
表2-6 激光切割机主要技术参数
