Task 1 About FANUC 0i-D System
1.1.1 Structure and function of FANUC CNC controller

CNC controller of FANUC 0i D system can be classified into 0i-D series and 0i Mate-D series. The appearance of the FANUC 0i-D series CNC controller is shown in Fig. 1-1-1.

Fig. 1-1-1 Appearance of FANUC 0i-D Series Controller
The controller of 0i-D series CNC consists of main CPU,storage,digital servo axis control card,motherboard,Fig.ics card,built-in PMC,LCD display,MDI keyboard and other components. In 0i-C/D main control system,the Fig.ics card is integrated on the motherboard.
①CPU is responsible for the operation and interruption of the entire system.
②Storage:FLASH ROM,SRAM,DRAM.
FLASH ROM stores the FANUC's system software and machine application software,including interpolation control software,digital servo software,PMC control software,PMC application software(ladder),network communication control software,Fig ics display software,and processing programs etc,which are shown in Fig. 1-1-2.

Fig. 1-1-2 Memory Board
SRAM stores the manufacturers' and users' data,including system parameters,user macro program,PMC parameters,tool compensation and workpiece coordinate system compensation data and pitch error compensation data,etc.
As the working memory,DRAM is the buffer of control system.
③Digital servo axis control card All digital operations in servo control and pulse width modulation use the application software,and are packaged them into the CNC system(FLASH ROM). The hardware environment which supports the servo software to run is composed of DSP and peripheral circuits,which is commonly called digital servo axis control card(referred to as shaft card),as shown in Fig. 1-1-3.

Fig. 1-1-3 Axis Control Card
④Motherboard includes CPU peripheral circuit,I/O Link,digital spindle circuit,analog spindle circuit,RS-232C data input and output circuit,MDI interface circuit,highspeed input signal and flash card interface circuit,etc.
1.Main specifications of FANUC 0i D CNC controller
The main specifications of FANUC 0i D CNC controller are shown in Table l-1-1.
Table 1-1-1 Main specifications of the FANUC 0i D CNC controller

Add CF card editing and processing functions when it is configured,if editing the program in the CF card of FANUC 0i-D system is needed.
As we can see from Table 1-1-1,the application of various series of products isdifferent,and the user should pay attention to the following points in the configuration.
①Dual-path control function can achieve independent control of two tools,which makes processing two tools on an automatic lathe be at the same time,including automatic cutting and turning,as shown in Fig. 1-1-4.

Fig. 1-1-4 Example of double path control function
②Control the number of shafts. The maximum number of control axes needs to be selected. For example,if a processing center needs a 7-axis controller,only 0i-D system can be chosen regardless of other requirements.
③Processing procedures of different processing program paths are independently preserved. The CNC executes processing procedures in each path respectively,as shown in Fig. 1-1-5.

Fig. 1-1-5 Processing Procedure
④All the channels of CNC dual path system to input and output signals are controlled by one PMC,as shown in Fig. 1-1-6.

Fig. 1-1-6 PMC control of CNC dual system
0i Mate-D and 0i-D are different in system configuration. 0i Mate-D's function is packaged by software as a whole to meet the conventional use,while 0i-D system configuration needs to be selected according to the function. Fig. 1-1-7 shows common configuration of FANUC 0i D system.

Fig. 1-1-7 Common FANUC 0i D series configuration diagram
2. The function block diagram of the FANUC 0i D system(Fig. 1-1-8)

Fig. 1-1-8 FANUC 0i D system function block diagram
①CNC controls the location and speed of work machinery and it can be used in a wide range,including processing,handling and printing press. CNC control software was developed by FANUC Company and it is installed in CNC beforehand in the factory so that machine tool manufacturers and end users could not modify the CNC control software. When using macro execution program and C language execution program,you can attach a dedicated interface and loop processing.
②PMC(Programmable Machine Controller)is mainly used for machine control and is the sequence controller installed in internal CNC.
③Switches,indicators on the machine operator panel and limit switches on the machine tool communicate with the FANUC CNC controller via the I/O Link. According to the machine tool specifications and user's purposes,sequence procedures are written by machine tool manufacturers.
④PMC programs and processing programs both exist in the fast read-only memory FLASH ROM. When powered up,the BOOT system transfers these programs to the DRAM(Dynamic RAM)and performs CNC processing according to the program. When powered down,all data in the DRAM disappears.
⑤Versatility is taken into account in CNC,so that it can be used in a variety of machine tools. For different machines,feed axes have different maximum speed and axis name,etc,which can be set in the CNC parameters. In addition,when processing,the length of tools and radius of the amount of compensation set by users as well as the modified data set after the completion of machine are all stored in the SRAM. SRAM takes lithium battery as backup battery,so when powered down,the stored data will be saved.
⑥The machining program of axis movement command is recorded in FLASH ROM. But the machining program directory is recorded in SRAM.
⑦CNC control software removes program by reading SRAM program directory,after the interpolation process,it sends axis shaft order to digital servo control software for processing.
⑧Digital servo control software controls location and speed of machines and motor current. A CPU usually controls 4 axes. The result of servo control software operation is sent to servo amplifier via FSSB servo serial communication bus. Servo amplifier sends power to servo motor to drive it rotating.
⑨Servo motor shaft is equipped with encoder. The encoder sends motor movement amount and rotor angle to the digital servo CPU.
⑩There are two kinds of encoders:one is the absolute encoder that can monitor machine position after being powered down;the other is the incremental encoder that detects movement amount after being powered up.
Absolute Encoder——After setting the reference point(reference point,also known as machine original point,is the fixed reference point on machine),connect power to get the position of the machine,so that the machine can run immediately.
Incremental Encoder——Return to the reference point each time the power is turned on,in order to make machine position consistent with the machine's internal machine coordinates.
The hand-cranked pulse generator is connected via I/O Link.
The input and output of various data stored in the SRAM can be achieved by the reader/punch interface(equivalent to RS-232C)or a memory card.
In order to make it easier for operators to connect or disengage input and output devices,the reader/punch interface should be located near machine operator panel and set up a connector called perforated panel.
1.1.2 FANUC digital servo system
1. βi Series servo amplifier
βi Series servo amplifier is a reliable,cost-effective servo system. This series is used for feed axis and spindle of the machine. Through the latest control functions,servo HRV control and spindle HRV control,it can achieve high-speed,high precision and high efficiency control.
The appearance of multi-servo shaft/spindle integrated βiSVSP servo amplifier and αi series servo motor are as shown in Fig. 1-1-9. Their characteristics are shown as follows.

Fig. 1-1-9 Appearance of βi SVSP Servo Amplifier and βi Series Servomotors
①Servo motor feeds smoothly with compact body design.
②Encoder resolution is high(128000 lines/turn).
③Spindle motor has compact body design and excellent basic performances.
④Servo amplifier can achieve integrated design of servo 3 axis+spindle 1 axis or servo 2 axis+spindle 1 axis.
The servo amplifier is equipped with the latest servo,spindle control and servo commissioning tools SERVO GUIDE.
βi SVSP servo amplifier is generally based on servo motor and spindle motor model. Once selecting the feed servo motor and spindle motor,the corresponding servo amplifier model should be confirmed according to the manual. And then select type in accordance with manufacturer's product sample. The nameplate of the servo amplifier is described below to introduce its specific model parameters and make its identification easier. The description of the βiSVSP servo amplifier nameplate is shown in Fig. 1-1-10.

Fig. 1-1-10 Description of βi SVSP Servo Amplifier Nameplate
There is also an integrated servo amplifier that can be installed and used separatelyμiSV servo amplifier. The βiSV servo amplifier has two control interfaces,one being for the FSSB interface and the other for the I/O Link interface. FSSB interface is more commonly used. The βiSV servo amplifier with FSSB interface can be used as a basic coordinate axis,while the βiSV servo amplifier with I/O Link interface can be used as an I/O Link axis. The appearance of βiSV servo amplifier is shown in Fig. 1-1-11.

Fig. 1-1-11 Appearance of the βiSV Servo Amplifier
βiSV servo amplifier is based on type of servo motor. After selecting the servo motor,corresponding servo amplifier type in the manual can be found and the manufacturer's product samples also can give a reference. The nameplate of the servo amplifier is described below to introduce its specific model parameters and make its identification easier The nameplate description of the βiSV servo amplifier is shown in Fig. 1-1-12.

Fig. 1-1-12 Description of the βiSV Servo Amplifier Nameplate
2. βiI series spindle motor
There are two types of speed sensor built in βiI series spindle motor. One is speed signal sensors Mi series without a motor running signal;the other is speed sensor MZi/BZi/CZi series with a motor running signal. If it is necessary to achieve spindle quasi-stop,the motor with built-in Mi series speed sensor and an external spindle a signal device(proximity switch)can be used;so does the motor with built-in MZi series speed sensor.
The role of motor cooling fan is to dissipate heat. The spindle motor uses frequency control. When motor speed changes,motor cooling condition is required to remain unchanged,so the motor fan is separately powered. The shape of βiI spindle motor and encoder are shown in Fig. 1-1-13.

Fig. 1-1-13 Appearance of βiI spindle motor and encoder
Functions of βiI spindle motor are shown in Fig. 1-1-14.

Fig. 1-1-14 Function of βiI spindle motor interface
When selecting spindle motor,the motor parameter table should be referred to after rigorous calculation. Main considerations are shown as follows.
①According to functional requirements and cutting force requirements of actual machine tool spindle,select motor model and motor output power.
②According to spindle orientation functions,select the type of encoder built in the motor and decide whether to select built-in speed sensor with a motor with a turn signal.
③Spindle motor should be chosen according to cooling mode of motor,type of output shaft and installation method.
The following is a motor nameplate to interpret the meaning of the motor model,as shown in Fig. 1-1-15.

Fig. 1-1-15 Motor nameplate and description
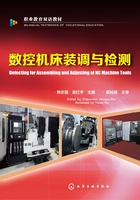
3. βiS series servo motor
βiS series servo motor is a high-speed small inertia servo motor used on ordinary CNC machine tools released by FANUC company. Its appearance and interface are shown in Fig. 1-1-16.

Fig. 1-1-16 Appearance and interface of βiS series servo motor
When used as an absolute encoder,βi series servo motor encoder only needs to be installed with batteries on amplifier and set with system parameters on it. Servo motor used on gravity shaft has a brake port.
When selecting the motor,refer to the motor parameter table after rigorous calculation. Main considerations are shown as follows:
①To choose according to the actual machine feed rate,cutting force and torque requirements.
②Whether it is gravity axis servo motor decides whether it should be equipped with holding port.
③Absolute encoders need to install encoder battery.
④To choose installation method and motor shaft structure according to installation requirements.
The following example explains the meaning of motor model through a motor nameplate,as is shown in Fig. 1-1-17.

Fig. 1-1-17 Motor nameplate and description
4. αi series servo amplifier
αi series servo amplifier is high-performance servo drive product commonly used in FANUC CNC system. It has modular structure,which is composed of power module(PSM),servo drive module(SVM)and spindle drive module(SPM). Spindle drive module is used to control spindle motor and its structure and function is similar with those of servo drive module. Spindle drive module can be classified into two series:200V and 400V. In actual use,200V is the preferred choice. Module combination diagram of αi series servo amplifier is shown in Fig. 1-1-18.

Fig. 1-1-18 Module combination connection diagram of αi series of servo amplifier
Interface description of each module of αi series servo amplifier is shown in Fig. 1-1-19.

Fig. 1-1-19 description of each module interface of αi series servo amplifier
The selection of αi series servo amplifier is similar with that of βiS series servo amplifier,but the difference lies in that the number of control axes should be known,and then select servo drive module and DC short circuit bar. Other servo amplifiers can be selected according to the motors.
αi series servo spindle motor and βiI series servo spindle motor are very different in materials,which results in differences of price and performance. Comprehensive consideration needs taking for their selection. Mechanical performances of the two servo spindle motors are shown in Table 1-1-2.
Table 1-1-2 Comparison of Mechanical Properties of Two Servo Spindle Motors

5.αi Series servo motor
αi series servo motor is a high-performance motor,while βiS series servo motor is economical motor. Because the two are very different in the use of materials and other aspects,their price and performances are different,particularly in acceleration and deceleration capabilities,high-speed and low-speed output characteristics and speed range,etc. αi series servo motor encoder can be classified into two types:absolute encoder and incremental encoder. So comprehensive considieration needs taking for choosing the servo motor. Its external interface is basically the same as that of βiS series servo motor,which will not be repeated here. Mechanical properties of the two servomotors are compared in Table 1-1-3.
Table 1-1-3 Comparison of Mechanical Properties of Two Servomotor series

1.1.3 Cases
1. Case description
In this case,a typical ZTXX30A CNC milling machine is taken as example.The focus lies on the selection and configuration of FANUC CNC products.
2. Case analysis
In this case,the machine tool is ZTXX30A CNC milling machine and its main specifications and parameters are shown in Table 1-1-4.
Table 1-1-4 Main Specifications and its Analysis of Machine Tools


Notes of system selection:
(1)There are two sizes of system screen:8.4in and 10.4in. And 8.4in is classified into horizontal and vertical ones. The actual installation location needs to be considered when choosing screens. The horizontal ones are more commonly used.
(2)The spindle is classified into analog spindle and serial servo spindle. The two types have different system requirements.
(3)Some processing functions of FANUC system need to be selected separately.
3. Case review
Through the analysis of main specifications of machine tool table,a suitable system needs to be chosen to meet the requirements. The following chart shows an actual case to further introduce the understanding of system functions. In the actual selection,you need to select motherboard,digital servo axis control card,memory and other system components mentioned before. The following partial table 1-1-5 is the configuration list of 0i Mate-MD system.
Table 1-1-5 The Configuration List

1.1.4 Training purpose
1.Training purpose
①To understand system configuration of existing devices.
②To describe functions of system configuration.
③To master the classification of FANUC systems.
④To understand hardware structure of FANUC system.
2.Training project
Complete the form below by observing configurations of training equipment(Table 1-1-6).
Table 1-1-6 Specifications and Functions for On-spot Equipment System

3.Practice assessment
Observing the existing training equipment to find out the systems with the servo spindle control function and the ones with simulation spindle control function,then explain the role of each control port and fill them in the following table 1-1-7.
Table 1-1-7 Control Spots for On-spot Equipment
