2.3 泡沫镍
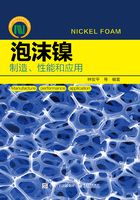
在众多的多孔金属材料中,对泡沫镍(见图2-8)的研究工作开展得相对较晚,直到1967年才首次报道泡沫镍的相关研究工作[102]。20世纪80年代,随着镍镉、镍金属氢化物等镍系列二次电池的高速发展,泡沫镍作为电极集流体的需求量增大,其生产制造技术也快速的进步和完善,形成了一个规模化生产的全球性产业。

图2-8 由电子显微镜扫描的泡沫镍照片(95孔/英寸)
2.3.1 泡沫镍的孔结构特征
图2-9是一个泡沫镍网络单元模型,是由相互关联的、原则上相互贯通的网络单元(Cell)组成的三维网络结构,每个网络单元由30个孔棱、12个五边形孔(Pore)构成一个十二面体。表征泡沫镍多孔三维空间基本特征参数的方式有两种:每英寸上的孔数(Pores Per Inch,PPI)和孔径(Mean Cell Diameter)。两种方式所说的“孔”必然包含内在的联系,然而,视角和形式又有所不同。“孔数”是显微镜下每英寸长度上实测到的可视孔(Pore)的数量;而“孔径”是指Cell截面的直径长度。有关泡沫镍的PPI和孔径两个参数的提出和应用,是基于欧洲著名的聚氨酯海绵生产商瑞克赛尔(Recticel)公司曾在20世纪末,发行了一本名为《一种测量聚氨酯海绵网络单元直径的新方法》(A New Method to Measure the Cell Diameter of Polyurethane Foam)的小册子。在该小册子中,他们提出了一个表征聚氨酯海绵孔结构特性的新方法替代他们认为传统的、过时的、无法严格定义的或定义不准确的参数和方法—PPI。因为按照PPI的定义,是指在海绵1英寸长度上能数到的孔的数量。然而,在泡沫镍领域,孔是一个不确定的状态,它可能是一个五边形的透孔,也可能是一个Cell的一部分,极端情况下它甚至是一个坍塌的孔洞,因此孔从未被明确定义过。实际上,它也无法定义,或者说,定义了意义也不大。他们认为,由于PPI没有一个准确严密的量纲,因此从未被接受为国际化的单位,其测量的方法也均未统一。因此,材料供应商对PPI的考量和控制,都有自己的尺度和经验,对于一个确定PPI的产品,可能会有多个规格不一样的产品与之吻合,造成了技术和商务上的混乱。虽然新方法是针对聚氨酯海绵提出的,但是,由于泡沫镍是由聚氨酯海绵模芯脱胎后的电铸镍产品,所以很自然地借用来对泡沫镍进行表征。
为说明PPI测量的结果弥散度较高,上述小册子列出了图2-10所示的实例,按A—B方向和按C—D方向数孔的个数,所得结果可能有较大差异。

图2-9 泡沫镍网络单元(Cell)模型

图2-10 PPI测量的不准确示意图
基于上述认识,Recticel公司为海绵设计了一个测量网络单元(Cell)直径的方法,用于度量、表征材料的孔结构特性,并定名为Visiocell法。Visiocell法的技术要点如下:用一种只能由Recticel公司校准过并由它提供的透明对比胶片,胶片上印有与海绵放大照片的放大倍率一致的圆环,在海绵放大照片上选定一个合适的Cell,以此胶片和圆环与海绵内的Cell进行对比、测量,确定其直径的尺寸,即上述网络单元Cell的“孔径”。
Recticel公司的论断被欧洲厂商普遍接受。加拿大INCO公司太平洋营销有限公司在上海办事处,于2000年发布了一本《INCO特殊产品》,目录中专门列出一章,介绍了“泡沫镍孔径的测定程序”,并且在Recticel公司提出的理论基础上对其PPI2D和Cell孔径D3D的计算公式作了简捷和实用化的处理。不过,目前泡沫镍行业对PPI的使用仍然普遍认同,其原因是尽管用于表征泡沫镍孔结构特性的Cell孔径具有国际公认的量纲,而且精确度也可能比PPI稍有进步;但是,对于一个确定型号的泡沫镍仍然既有多个PPI与之对应,同时也有多个Cell孔径与之适配。Cell孔径并非唯一,也未达到现代技术理想的精准。应该说,这是聚氨酯海绵在给泡沫镍技术带来荣耀的同时,也给这项工程材料留下的困惑和遗憾。因此,一个有趣的现象是在不同的地区,如亚洲的泡沫镍生产企业、海绵供应商和相关应用的客户进行技术和商务交流时,习惯上仍然较多使用PPI,而欧洲地区则比较强调Cell孔径。或许PPI的简单和直接,更能体现某些生产模式下对材料性能的更形象的诉求,体现经验和习惯的力量。有关PPI和Cell孔径测算方法的发明者(见10.1.4节)也认为“供应商和客户必须就一个系统达成一致,了解这个系统的优点和局限,并持续使用它。开发一个紧密的工作关系是重要的,这样,任何要求上的改变或评估过程可以被有效地传达,以避免混乱和双方误解”。PPI和Cell孔径测算方法的并行使用,大体上就属于这种状况。本书第十章对孔数、孔径的相关测量和计算方法均有较为详细的阐述。
2.3.2 泡沫镍的产品质量与制造方法
1. 泡沫镍的产品质量
连续带状泡沫镍的产品质量包括外观、接头数、几何尺寸、电阻率、材料力学性能、孔数与孔径、孔隙率、面密度、化学成分及其他特性品质(DTR)等,在本书第十章,对其测量和管控方法有较详细的说明。对于其他形态的泡沫镍,其质量和管理方法须参考相应的技术资料。
2. 泡沫镍的制造方法
根据不同用途,泡沫镍的制造方法除目前采用的主流方法——电铸法之外,还有烧结法、发泡法和气相化学沉积法[102-106]。
(1)电铸法是目前生产泡沫镍最为广泛采用的方法,本书后续章节将详细介绍有关内容。
(2)烧结法起源于20世纪50年代电池行业的兴起,电池行业使用烧结工艺制备多孔镍基板。烧结法制备的镍基板技术,代表了镍系列二次电池的一个发展阶段,在3.1.1节中有简单介绍。
(3)发泡法是通过向高温熔融金属镍中添加发泡剂或直接通入惰性气体,发泡剂分解产生的气体或外加的气体膨胀达到发泡的效果,冷却后可获得泡沫镍材料。与其他泡沫金属类似,发泡工艺也可分为熔融金属发泡法、气体发泡法和粉末发泡法。采用熔体或粉末发泡法合成的泡沫镍,其孔隙率和孔径均较小且密度大,泡沫脆性大;使用吹气法制备的泡沫镍,孔隙率和孔径均较大,而密度也较小,泡沫韧性相对较好,可作为防撞的结构材料。
关于泡沫镍的制备,还有其他一些方法,如羰基镍法、浸镍盐热解法、低温气相沉积法、真空气相沉积法、铸造法等。其中,铸造法又可分为熔模铸造法和渗流铸造法。之后,随着技术不断进步,又出现了脉冲电沉积法[107]、电解液喷射沉积法[108]。但这些方法均存在不同的缺点,离工业化生产和市场需求的质量还有一定差距。
2.3.3 与泡沫镍技术有关的若干名词术语的定义及其用法说明
目前,泡沫镍行业在专业名词术语方面缺乏规范的国际标准或国家标准,而且因其生产体系的个性化环节较多,故涉及的名词术语也多。长期以来,因为泡沫镍的电铸工艺与表面工程中的电镀技术十分接近,所以由电镀技术衍生而来的行业习惯用语、术语简称、近义词及部分表意含糊的用语,在国内外泡沫镍行业内普遍使用并约定俗成。本书为了表述准确,力求规范,避免歧义,对以下名词的定义和用法进行说明,相关定义和解释一般仅限本书适用。
1. 材料方面的名词术语定义及用法说明
1)泡沫镍作为功能材料时的表述
(1)基板:泡沫镍作为电池和其他电化学工程技术的电极材料或材料之一时,称为“基板”。它在电极中是作为活性物质的载体和电子的集流体。在电池中与泡沫镍起相同作用的其他基板材料在3.1.1节中有论述。
(2)泡沫镍材料:泡沫镍用作电极以外的功能性材料时,可称为“泡沫镍材料”或“泡沫镍”等界定准确的表述。
2)对聚氨酯海绵的表述
聚氨酯海绵:简称“海绵”,因其作为泡沫镍微观形貌的“模板”,故成为泡沫镍生产的重要原材/料。聚氨酯海绵有如下两类;
(1)聚酯海绵。
(2)聚醚海绵。
3)对各工序制成品的表述
(1)海绵模芯:简称“模芯”,指真空磁控溅射镀镍、化学镀镍、涂炭胶等导电化工序的制成品,对其可按工序命名,如“磁控溅射镀镍模芯””化学镀镍模芯”“涂炭胶模芯”等。
(2)泡沫镍半成品:简称“半成品”,指电铸工序的制成品。
(3)泡沫镍:热处理工序的制成品。视其工艺过程的状态,可以称为“泡沫镍卷材”或“泡沫镍带材”。
(4)泡沫镍成品:简称“成品”,指剪切工序的制成品,即按客户尺寸要求对泡沫镍分条后的泡沫镍成品卷或泡沫镍成品条(带)材。
(5)泡沫镍产品:简称“产品”,指泡沫镍成品包装后的所有状态。
4)对各工序在制品的表述
工序在制品简称“在制品”,对各工序工艺过程中动态工件带材的表述。若需界定在制品所在的工序,则以定语说明,按下述方式表述。
(1)聚氨酯海绵导电化工序的在制品:指真空磁控溅射镀镍在制品(简称“磁控溅射在制品”)、化学镀镍在制品、涂炭胶在制品,特指从海绵到模芯之间工艺过程中的带材工件状态。
(2)电铸在制品:指电铸工序的在制品,特指从模芯到电铸制成品(即泡沫镍半成品)之间工艺过程中的带材工件状态。
(3)热处理在制品:指热处理工序的在制品,特指从泡沫镍半成品到热处理制成品泡沫镍之间工艺过程中的带材工件状态。
(4)剪切在制品:剪切工序的在制品,从泡沫镍卷材到泡沫镍分条成品卷之间工艺过程中的带材工件状态。
5)对相关材料的微观形貌及结构的表述
相关材料是指聚氨酯海绵、海绵模芯、泡沫镍及各工序在制品和制成品。
(1)三维通孔网络结构:简称“网络结构”或“网络”,是对上述材料微观形貌和结构的一般表述。原理上,这些材料的微观形貌和结构特征应该是完全相同的。上述材料的微观形貌是由相互贯通的网络单元组成的三维结构。详细论述见2.3.1。
(2)孔结构特性:涉及对上述材料孔特性的表述,主要涵盖孔的构成、孔的形状、网络单元(Cell)的平均孔径(Mean Cell Diameter)、孔的密度等。有关孔结构特性的详细论述见2.3.1节。
(3)网络单元(Cell):也称“特征单元孔”,是对三维孔棱构成的网络中一个特定孔的表述。
(4)孔棱:是对构成上述材料网络单元和其他各种形态孔的肋条的表述。
(5)孔棱骨架:是对三维孔棱结构整体形象化的表述。
(6)孔:是对网络单元(Cell)直径的表述。
(7)PPI:是泡沫镍行业在世界范围内对聚氨酯海绵和泡沫镍孔密度的一种特定的表述,即每英寸长度上孔的数量(Pores Per Inch),简称“孔数”或PPI。
2. 工艺方面的名词术语定义及用法说明
(1)聚氨酯海绵导电化方法:是对制造海绵模芯的多种方法综合表述。相关文献中也常把该方法称为“工艺”“技术”和“处理”。
(2)聚氨酯海绵真空磁控溅射导电化法:简称“真空磁控溅射法”或“磁控溅射法”是对聚氨酯海绵一种导电化方法的表述,该方法是目前泡沫镍生产过程中常用和重要的工序,第四章对此有详述。
(3)聚氨酯海绵化学镀镍导电化法:简称“化学镀镍法”,是对聚氨酯海绵一种导电化方法的表述,第五章对此有详述。
(4)聚氨酯海绵涂炭胶导电化法:简称“涂炭胶法”,是对聚氨酯海绵一种导电化方法的表述,相关文献中也称为“涂导电胶法”。涂炭胶法是涂导电胶法的一种,也是聚氨酯海绵导电化方法中成本较低、工艺过程较简单的方法。5.2.2节对此有论述。
(5)泡沫镍制造的电铸工序:简称“电铸”,电铸是泡沫镍制造过程中的关键工序。在本书中与“电铸”相关的词语还有“预电铸”“主电铸”“水平型电铸”“V型电铸”“弧形电铸”“立式电铸”及“组合式电铸”等。
(6)泡沫镍制造的热处理工序:简称“热处理”,在本书中是对泡沫镍制造过程中电铸工序之后一种特定的热处理工艺的表述。国内在泡沫镍开发之初因为借鉴了烧结炉的若干成熟技术,所以泡沫镍行业常把热处理工序称为“烧结”。
(7)泡沫镍制造的剪切包装工序:简称“剪切包装”或“成品工序”是对泡沫镍生产最后一道工序工艺过程的表述。
(8)走带:是对各工序在制品在加工工艺过程中移动形态的表述。
(9)化学镀镍液:是对聚氨酯导电化处理中化学镀镍法所使用溶液的表述,在第5章中可简称为“化镀液”或“镀液”,但不能称之为“电解液”。
(10)瓦特镍电解液:也称为“Watts镍电解液”,简称“电解液”,是对电铸镍时所使用的电解槽中电解液的表述。因与电镀用瓦特镍电解液高度类似,故常与之混淆。本书若无特指,皆指电铸用瓦特镍电解液。
(11)切片:是对聚氨酯海绵从发泡体被加工成“带状片材卷”过程的表述,“切片”分为“平切”“旋切”“环切”等不同的方式。
(12)分条:是对下述加工过程的表述,即把热处理后的泡沫镍卷带材剪切加工成客户要求的宽度、长度和厚度的泡沫镍条状成品的工艺过程。
3. 设备
与各工序相关的设备,参照上述“材料”和“工艺”的有关规定,确定名词术语,避免使用俗称和各种表意不清的习惯用语、近义词等。相关名词术语力求规范、完整,必要时可作说明或附注说明。