1.2.5 数控编程方式
1.数控车床的编程方式
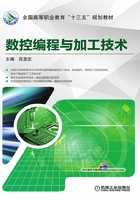
(1)绝对坐标编程方式与增量(相对)坐标编程方式在数控车削程序编制过程中,有两种编程方式控制刀具的移动:一种是绝对坐标编程方式,另一种是增量(相对)坐标编程方式。在绝对坐标编程方式中,编程终点的坐标值和运动位置的坐标值是相对于固定坐标原点给出的;在增量(相对)坐标编程方式中,编程移动距离和运动位置的坐标值是相对于前一位置计算的。所有坐标点的坐标值均从编程原点计算的坐标系,称为绝对坐标系。绝对坐标常用X、Z表示,如图1-25a所示。坐标系中的坐标值是相对刀具前一位置(或起点)来计算的,称为增量(相对)坐标系。增量坐标常用U、W表示,与X、Z轴平行且同向,如图1-25b所示。

图1-25 绝对坐标与相对(增量)坐标
a)绝对坐标 b)相对(增量)坐标
编程中可根据图样尺寸的标注方式及加工精度要求选用,在一个程序段中可采用绝对坐标方式或增量坐标方式编程,也可采用两者混合编程。
在FANUC 0i数控系统中,当系统参数No.3402#3的值设为0时,开机默认绝对坐标编程,值设为1时,开机默认增量坐标编程。
(2)直径编程与半径编程 在数控车削编程中,X坐标值有两种表示方法,即直径编程和半径编程。由于零件在图样上的标注及测量多为直径表示,所以大多数数控车削系统采用直径编程。采用直径编程,在绝对坐标方式编程中,X值为零件的直径值;在增量坐标方式编程中,X为刀具径向实际位移量的两倍,如图1-26所示。采用半径编程,即X值为零件半径值或刀具实际位移量。

图1-26 直径编程
(3)小数点编程 数字单位以公制为例分两种,一种是以mm为单位,另一种是以脉冲当量即机床的最小输入单元为单位,现在大多数机床常用的脉冲当量为0.001mm,坐标值的默认为μm,所以在编程时坐标值的整数值后面需要加“.”或“.0”。如:
X40.0;(40mm)
X40;(40μm)
在FANUC 0i系统中,坐标值是否需要使用小数点编程由系统参数No.3401#0来决定,当值设为0时,设为最小单位,需要使用小数点来编程;当值设为1时,设为mm、inch、sec,整数值可以省略小数点。
2.数控铣床的编程方式
数控铣床上可以采用增量编程和绝对编程,但没有直径编程和半径编程之分。在采用不同的系统软件进行编程时,相同的加工零件所用到的指令不尽相同,但分析的方法一样。