2.2 切削用量和切削液的选择
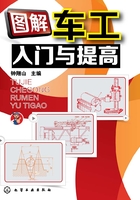
在切削过程中,为了切除多余的金属,必须使工件和刀具作相对的切削运动。在车床上用车刀切除工件上多余金属的运动称为车削运动。车削运动可分为主运动和进给运动,如图2-28所示。

图2-28 车削运动和工件上的表面
1—待加工表面;2—加工表面;3—已加工表面
①主运动。直接切除工件上的切削层,使之转变为切屑,从而形成工件新表面的运动,称主运动。车削时,工件的旋转运动是主运动。通常,主运动的速度较高,消耗的切削功率较大。
②进给运动。使新的切削层不断投入切削的运动。进给运动是沿着所要形成的工件表面的运动。进给运动可以是连续运动,也可以是间歇运动,如卧式车床上车刀的进给运动是连续运动;牛头刨床上工件的进给运动为间歇运动。
在切削过程中,在工件上形成已加工表面、加工表面和待加工表面。已加工表面指已经车去多余金属而形成的新表面。待加工表面指即将被切去金属层的表面。加工表面指车刀车削刃正在车削的表面。图2-29是几种车削加工时,工件上形成的三个表面。

图2-29 工件上的三个表面
2.2.1 切削用量的选择
切削用量是衡量切削运动大小的参数。合理选择切削用量是保证产品质量,提高生产效率的有效办法。
(1)切削用量的概念
切削用量包括切削深度、进给量和切削速度。其中:
①切削深度(ap)。工件上已加工表面和待加工表面间的垂直距离(参见图2-30),称为切削深度,也就是每次走刀时车刀切入工件的深度。可按下式计算:
ap=dw-dm

图2-30 切削深度和进给量
式中 ap——切削深度,mm;
dw——工件待加工表面的直径,mm;
dm——工件已加工表面的直径,mm。
②进给量(f)。指工件每转一转,车刀沿进给方向移动的距离(参见图2-30),是衡量进给运动大小的参数。进给量分纵向进给量和横向进给量。纵向进给量指沿车床床身导轨方向的进给量。横向进给量指垂直于车床床身导轨方向的进给量。
③切削速度(v)。主运动的线速度称切削速度。也可以理解为车刀在1min内车削工件表面的理论展开直线长度(假定切屑无变形或收缩),如图2-31所示。它是衡量主运动大小的参数。切削速度(v)的计算公式为:
v=πdn/1000

图2-31 切削速度示意图
式中 v——切削速度,m/min;
d——工件待加工表面直径,mm;
n——车床主轴每分钟转数,r/min。
车削时,工件作旋转运动,不同直径处各点切削速度不同。计算时应以待加工表面直径处的切削速度为准。
在实际生产中,常常是已知工件直径,并根据工件材料、刀具材料和加工性质等因素选定切削速度。再将切削速度换算成车床转速,以便调整机床。如果计算所得的车床转速和车床铭牌上所列的转速有出入,应选取铭牌上和计算值接近的转速。
(2)切削用量的选择原则
粗车时,应考虑提高生产率并保证合理的刀具耐用度。首先要选用较大的吃刀深度,然后再选择较大的进给量,最后根据刀具耐用度选用合理的切削速度。
半精车和精车时,必须保证加工精度和表面质量,同时还必须兼顾必要的刀具耐用度和生产效率。
①切削深度的选择。粗车时应根据工件的加工余量和工艺系统的刚性来选择。在保留半精车余量(1~3mm)和精车余量(0.1~0.5mm)后,其余量应尽量一次车去。
半精车和精车时的切削深度是根据加工精度和表面粗糙度要求由粗加工后留下的余量确定的。用硬质合金车刀车削时,由于车刀刃口在砂轮上不易磨得很锋利,最后一刀的切削深度不宜太小,以ap=0.1mm为宜。否则很难达到工件的表面粗糙度要求。
②进给量的选择。粗车时,选择进给量主要应考虑机床进给机构的强度、刀杆尺寸、刀片厚度、工件直径和长度等因素,在工艺系统刚性和强度允许的情况下,可选用较大的进给量。
半精车和精车时,为了减小工艺系统的弹性变形,减小已加工表面的粗糙度,一般多采用较小的进给量。
③切削速度的选择。在保证合理的刀具寿命前提下,可根据生产经验和有关资料确定切削速度。在一般粗加工的范围内,用硬质合金车刀车削时,切削速度可按如下选择。
切削热轧中碳钢,平均切削速度为100m/min;切削合金钢,将以上速度降低20%~30%;切削灰铸铁,平均切削速度为70m/min;切削调质钢,比切削正火钢、退火钢降低20%~30%;切削有色金属,比切削中碳钢的切削速度提高100%~300%。
此外应注意,断续切削、车削细长轴、加工大型偏心工件的切削速度不宜太高。
用硬质合金车刀精车时,一般多采用较高的切削速度(80~100m/min以上);用高速钢车刀时宜采用较低的切削速度。
2.2.2 切削液的选择
(1)切削液的作用
①冷却作用。切削液能吸收并带走大量的切削热,改善散热条件,降低刀具和工件的温度,从而延长了刀具的使用寿命,可防止工件因热变形而产生的尺寸误差。
②润滑作用。切削液能渗透到工件与刀具之间,使切屑与刀具之间的微小间隙中形成一层薄薄的吸附膜,减小了摩擦系数,因此可减少刀具、切屑与工件之间的摩擦,使切削力和切削热降低,减少刀具的磨损并能提高工件的表面质量。对于精加工,润滑就显得更重要了。
③清洗作用。切削过程中产生的微小的切屑易黏附在工件和刀具上,尤其是钻深孔和铰孔时,切屑容易堵塞在容屑槽中,影响工件的表面粗糙度和刀具寿命。使用切削液,能将切屑迅速冲走,使切削顺利进行。
(2)切削液的种类
①乳化液。乳化液主要起冷却作用。乳化液是把乳化油用15~20倍的水稀释而成。这类切削液的比热容大,黏度小,流动性好,可以吸收大量的热量。使用这类切削液主要是为了冷却刀具和工件,提高刀具寿命,减少热变形。乳化液中水分较多,润滑和防锈性能较差。因此,乳化液中常加入一些极压添加剂(如硫、氯等)和防锈添加剂,以提高其润滑和防锈性能。
②切削油。切削油的主要成分是矿物油,少数采用动物油和植物油。这类切削液的比热容较小,黏度较大,流动性差,主要起滑润作用。常用的是黏度较低的矿物油,如10号、20号机油及轻柴油、煤油等。纯矿物油的润滑效果较差,实际使用时常常加入极压添加剂和防锈添加剂,以提高它的润滑和防锈性能。动、植物油能形成较牢固的润滑膜,润滑效果比纯矿物油好,但这些油容易变质,应尽量少用或不用。
(3)切削液的选用
①根据加工性质选用
a.粗加工时,加工余量和切削用量较大,会产生大量的切削热,使刀具磨损加快。这时加注切削液的主要目的是降低切削温度,所以应选用以冷却为主的乳化液。
b.精加工时,加注切削液主要为了减少刀具与工件之间的摩擦,以保证工件的精度和表面质量。因此,应选用润滑作用好的极压切削油或高浓度的极压乳化液。
c.钻削、铰削和深孔加工时,刀具在半封闭状态下工作,排屑困难,切削液不能及时到达切削区,容易使刀刃烧伤并严重破坏工件的表面质量。这时应选用黏度较小的极压乳化液和极压切削油,并应加大压力和流量。一方面进行冷却、润滑,另一方面将切屑冲刷出来。
②根据刀具材料选用
a.高速钢刀具粗加工时,用极压乳化液。对钢料精加工时,用极压乳化液或极压切削油。
b.硬质合金刀具一般不加切削液。但在加工某些硬度高、强度好、导热性差的特种材料和细长工件时,可选用以冷却作用为主的切削液,如3%~5%乳化液。
③根据工件材料选用
a.钢件粗加工一般用乳化液,精加工用极压切削油。
b.切削铸铁、铜及铝等材料时,由于碎屑会堵塞冷却系统,容易使机床磨损,一般不加切削液。精加工时,为了得到较高的表面质量,可采用黏度较小的煤油或7%~10%乳化液。
c.切削有色金属和铜合金时,不宜采用含硫的切削液,以免腐蚀工件。切削镁合金时,不能用切削液,以免燃烧起火。必要时,可使用压缩空气。
(4)选用切削液的注意事项
①油状乳化液必须用水稀释(一般加15~20倍的水)后才能使用。
②切削液必须浇注在切削区域。
③硬质合金刀具切削时,切削液必须一开始就连续充分地浇注。否则,硬质合金刀片会因骤冷而产生裂纹。