3.4 J1140 型压铸机液压泵站系统
3.4.1 主机功能结构
压铸机是在压力作用下把熔融金属液压射到模具中冷却成型,开模后得到固体金属铸件的工业铸造机械。J1140 型压铸机是一种中等吨位的压铸机,其各工作机构均采用液压传动。
3.4.2 液压系统原理
图3-6所示为J1140 型压铸机液压泵站系统原理,泵站采用高低压双联泵供油,采用插装阀控制阀组。

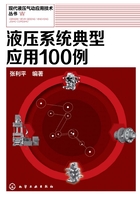
图3-6 J1140 型压铸机液压泵站系统原理
1—冷却器;2—双联泵;3—过滤器;4—电动机;5,18—溢流阀;6—三位四通电磁换向阀;7—压力继电器;8,12—压力表;9,13—压力表开关;16—二位四通电磁换向阀;10,11,14,17—插件;15—外控顺序阀
插件17与其先导阀(溢流阀5、18及三位四通电磁换向阀6)构成二级调压与卸荷回路,用于设定高压小流量泵2-1的最高压力(12MPa)和快速合型压力(2.5~3.5MPa)及卸荷;插件14与其先导阀(外控顺序阀15及二位四通电磁换向阀16)构成调压及卸荷回路,用于设定大流量泵2-2压力(4.5MPa)和卸荷控制。压力继电器7用于系统的超压保护,其调整压力14MPa。压力表8及其开关9与压力表12及其开关13分别用于泵2-1和低压泵2-2的压力显示。在系统运转过程中,通过电磁铁的动作(表3-2)实现系统不同压力的自动转换。插件11与10是单向阀,分别用于双泵合流控制及保护液压泵免受压力冲击。
表3-2 液压系统动作状态

(1)启动液压泵
电磁铁1YA、3YA通电使电磁阀6和16分别切换至上位和下位,插件14、17开启,高、低压泵2-1和2-2均卸荷而空载启动。
(2)工作压力
所有电磁铁均断电时,液压系统的工作压力由溢流阀18控制,泵2-1经开启的插件17溢流,液压系统的工作压力为12MPa;同时,在液压系统工作压力的作用下,外控顺序阀15开启,低压大流量泵2-2经开启的插件14而卸荷。
(3)系统低压
系统低压只在压铸机合型过程中使用。电磁铁2YA通电使电磁阀6切换至下位。此时,液压系统的工作压力由溢流阀5控制,插件17开启溢流,系统工作压力为3.5MPa。低压满足了因压铸机合型部分重量较重,运动的摩擦力较大,保证合型机构运行平稳的目的。
(4)延时卸荷
当压铸机各运动部件回到原位时,若停顿时间超过30s,则电磁铁1YA、3YA通电使电磁阀6和16分别切换至上位和下位。插件14和17开启,高、低压双泵均卸荷。
3.4.3 液压泵站系统特点
①系统采用高低压双联泵组合供油,在满足工作机构运行的同时,有利节能和保护合型机构。并可防止压铸机误动作,保证操作者的安全(当需要清理压铸模具时)。
②双联泵空载启动,有利于降低电动机启动电流并延长液压泵的使用寿命。
③系统采用插装阀,动作快、通流量大、渗漏少,提高了泵站的可靠性。
④系统主要技术参数见表3-3。
表3-3 J1140型压铸机液压泵站系统主要技术参数
