3.2 3MN液压剪液压系统
3.2.1 主机功能结构
钢坯的定尺寸切割是冶金企业连铸系统的重要环节。与常用的火焰切割和机械切割相比,液压剪切割具有剪切时间短、剪切时金属损失极少、操作安全可靠、劳动强度低、工作环境好和生产成本低等优点。液压剪主要由机械部分、液压系统和电控系统等部分组成,机械部分由机架体、机体拖入拖出装置、剪刃装置等组成。剪体45°斜向布置,以免液压油泄漏滴在轧件上,保证设备安全。
在剪切钢坯时,剪切力不是恒定的,当剪刃与钢坯接触后,剪切力随切入深度的增加而增大,当达到最大变形阻力时,剪切力达到最大,此时钢坯开始发生剪切滑移,剪切力又随着剪切断面的缩小而很快衰减,直至钢坯断裂。整机采用基于二通插装阀的液压系统和PLC电控系统。
主机的最大剪切力3×106N,剪切行程200mm,剪切次数8次/min。
3.2.2 液压系统原理
(1)元件作用
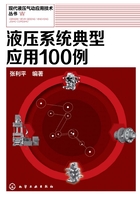
图3-2所示为机器的液压系统原理。泵组由4台(结构规格相同,故仅画出1台)变量液压泵2组成,3用1备。插件6及其先导阀(溢流阀7和二位四通电磁换向阀8)构成的电磁溢流阀,用于设定系统最高压力和泵2的卸荷控制,压力表开关3及压力表4用于系统压力监测。系统的唯一执行元件为剪切缸18。插件5作单向阀用于防止压力油倒灌,以保护液压泵2。插件10和11及其先导阀(二位四通电磁换向阀14)构成二位三通电磁阀,用于缸18无杆腔的进回油方向控制;插件12及其先导阀(二位四通电磁换向阀15)构成液控单向阀,用于构成缸18的快进差动回路和退回时的进油控制;插件13及其先导阀(顺序阀17)构成顺序阀,用于缸18的差动快速和慢速加压的换接;溢流阀16用来缓冲钢坯剪断瞬间所形成的液压冲击;为了降低剪切过程中产生的冲击振动,采用了带阻力器的插件。

图3-2 3MN液压剪液压系统原理
1—电动机;2—变量液压泵组;3—压力表开关;4—压力表;5,6,9~13—插件;7,16—溢流阀;8,14,15—二位四通电磁换向阀;17—顺序阀;18—剪切液压缸;19—回油过滤器;20,21—截止阀
(2)工作原理
待机时,所有电磁换向阀断电,泵2通过插装阀6卸荷。剪切时,电磁铁1YA和2YA通电使二位四通电磁阀8和14均切换至左位,电磁铁3YA断电使二位四通电磁换向阀15处于图示右位,插件11开启,同时插件10闭合,液压泵2的压力油经插件5、9及11进入剪切液压缸18的无杆腔,推动剪刃上升。当剪切力低于顺序阀17的设定压力时,插件13关闭,剪切缸18的有杆腔的油液经插件12和11反馈到无杆腔,形成差动回路,实现快速剪切。
当剪切力超过顺序阀17的设定压力时,插件13开启,缸18的有杆腔油液克服顺序阀17的背压力经插件13和回油过滤器19排回油箱,此时开始慢速剪切。当剪切力随着剪切断面的缩小而减小,低于顺序阀17的设定压力时,插件13又关闭,系统又形成差动回路,剪刃将钢坯快速切下。这种速度变化与钢坯的剪切力学特性相适应,使剪切过程平稳。
当剪切完毕后,电磁铁3YA通电使阀15切换至左位,2YA断电使阀14复至图示右位,泵2的压力油经插件5、12进入剪切缸18的有杆腔,无杆腔油液通过插件10和回油过滤器19排回油箱,剪刃退回初始位置,准备下一步剪切。
3.2.3 液压系统特点
①液压剪系统压力高,流量大,通过采用二通插装阀并用差动回路和顺序阀来控制剪切速度,符合钢坯剪切工艺,剪切过程动作平稳,效率较高。同时具有油路结构简单、内部泄漏少、通流阻力小、通流能力大、压力损失小、结构简单的特点。
②系统主要技术参数见表3-1。
表3-1 液压剪液压系统主要技术参数
